The Guidance of the Electroless Nickel Plating
Electroless nickel plating emerged as a groundbreaking innovation in the mid-20th century. The pivotal moment came in 1944 when researchers Dr. Abner Brenner and Grace E. Riddell, during their electroplating experiments, unexpectedly uncovered a novel process for depositing nickel without electrical current. This serendipitous discovery laid the foundation for what would become a transformative surface treatment technology. Over the decades, electroless nickel plating has undergone significant refinement, finding widespread adoption across diverse sectors including electronics manufacturing, aerospace engineering, oilfield equipment, automotive components, and military applications. This article examines the fundamental principles behind electroless nickel plating, its unique characteristics, operational benefits, and the broad spectrum of industrial uses that make it indispensable in modern manufacturing.
What is Electroless Nickel Plating?

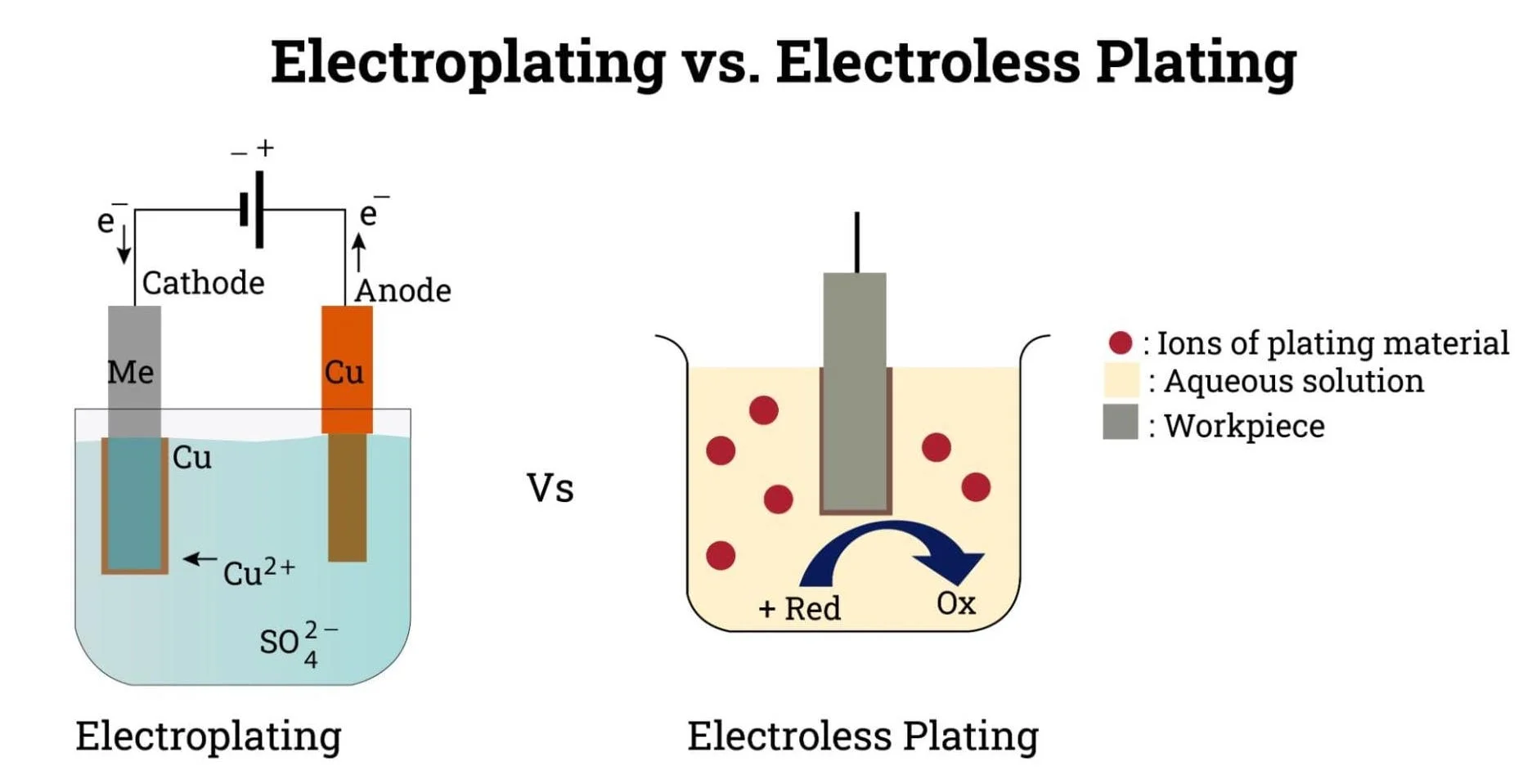
Electroless Nickel Plating (ENP) is an autocatalytic chemical technique that deposits a highly uniform nickel-alloy coating onto various substrates—including metals and plastics—without relying on electrical current. Unlike conventional electroplating, which uses electricity to bond metal ions to a surface, ENP employs a chemical reducing agent (typically sodium hypophosphite) to drive the nickel deposition process. A key advantage of this method is its ability to produce even, consistent coatings—even on intricate shapes, internal passages, and hard-to-reach areas such as deep holes, slots, and tubing. The resulting nickel layer significantly enhances the substrate’s performance by improving corrosion resistance, hardness, and wear resistance, while also offering additional benefits such as lubricity or magnetic properties. Since the coating is inherently uniform, post-plating machining or finishing is usually unnecessary.
The difference between the Electroless Nickel Plating and Nickel Electroplating
While electroplated nickel remains a cost-effective solution for high-volume production, electroless nickel plating (ENP) offers distinct benefits that make it indispensable for specialized applications.
Exceptional Coating Uniformity
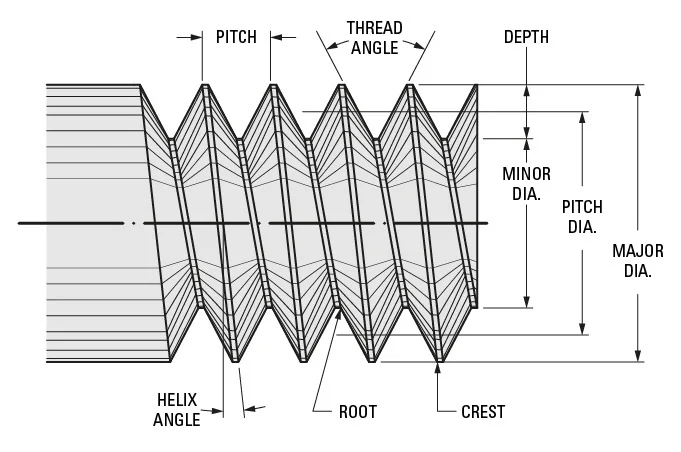
One of ENP’s most valuable characteristics is its ability to deposit a coating with near-perfect thickness uniformity—even on intricate geometries like ball valves, threaded components, and internal passages. Since the process is autocatalytic, it eliminates the uneven deposition seen in electroplating, where high- and low-current areas can lead to inconsistent plating. ENP ensures precise, controlled thickness across the entire part while also providing a naturally smooth surface that reduces friction.
Enhanced Corrosion Protection
Compared to electroplated nickel, ENP coatings—especially high-phosphorus formulations—are far less porous. Their amorphous microstructure blocks corrosive agents more effectively, creating a dense, impermeable barrier. This superior corrosion resistance makes ENP ideal for demanding environments, including chemical processing and marine applications.
Simplified Process & Broader Material Compatibility
Unlike electroplating, ENP does not require the substrate to be electrically conductive, nor does it need complex power supplies, anodes, or fixtures. This simplifies setup, reduces equipment costs, and minimizes safety hazards—making it an efficient choice for plating non-conductive materials like plastics or composites.
Exceptional Hardness & Durability
Post-plating heat treatment can increase ENP hardness to nearly 90% of chromium’s hardness. Low-phosphorus ENP coatings achieve an as-plated hardness of up to 63 Rc (Rockwell C), surpassing the typical 50+ Rc hardness of electroplated bright nickel. This makes ENP an excellent choice for wear-resistant applications where durability is critical.
By combining uniform deposition, superior corrosion resistance, material versatility, and high hardness, electroless nickel plating provides unique performance advantages that electroplating cannot match in many high-precision and high-performance applications.
How Does the Electroless Nickel Plating Work
Step 1: Surface Preparation – Ensuring Optimal Adhesion
Before plating can begin, the substrate must be meticulously prepared to guarantee strong bonding between the nickel layer and the base material.
a. Cleaning & Degreasing
The part undergoes thorough cleaning to eliminate contaminants such as oils, grease, oxides, and dirt. This step is critical—any residual impurities can lead to poor adhesion or defects in the final coating.
b. Activation (For Non-Metals & Passive Metals)
- Non-metallic substrates (plastics, ceramics) lack catalytic activity, while passive metals (stainless steel, aluminum) naturally form oxide layers that inhibit plating. These materials require chemical activation to make their surfaces receptive to nickel deposition.
- Active metals (carbon steel, copper) typically do not need activation. After standard cleaning and acid etching, they are ready for plating.
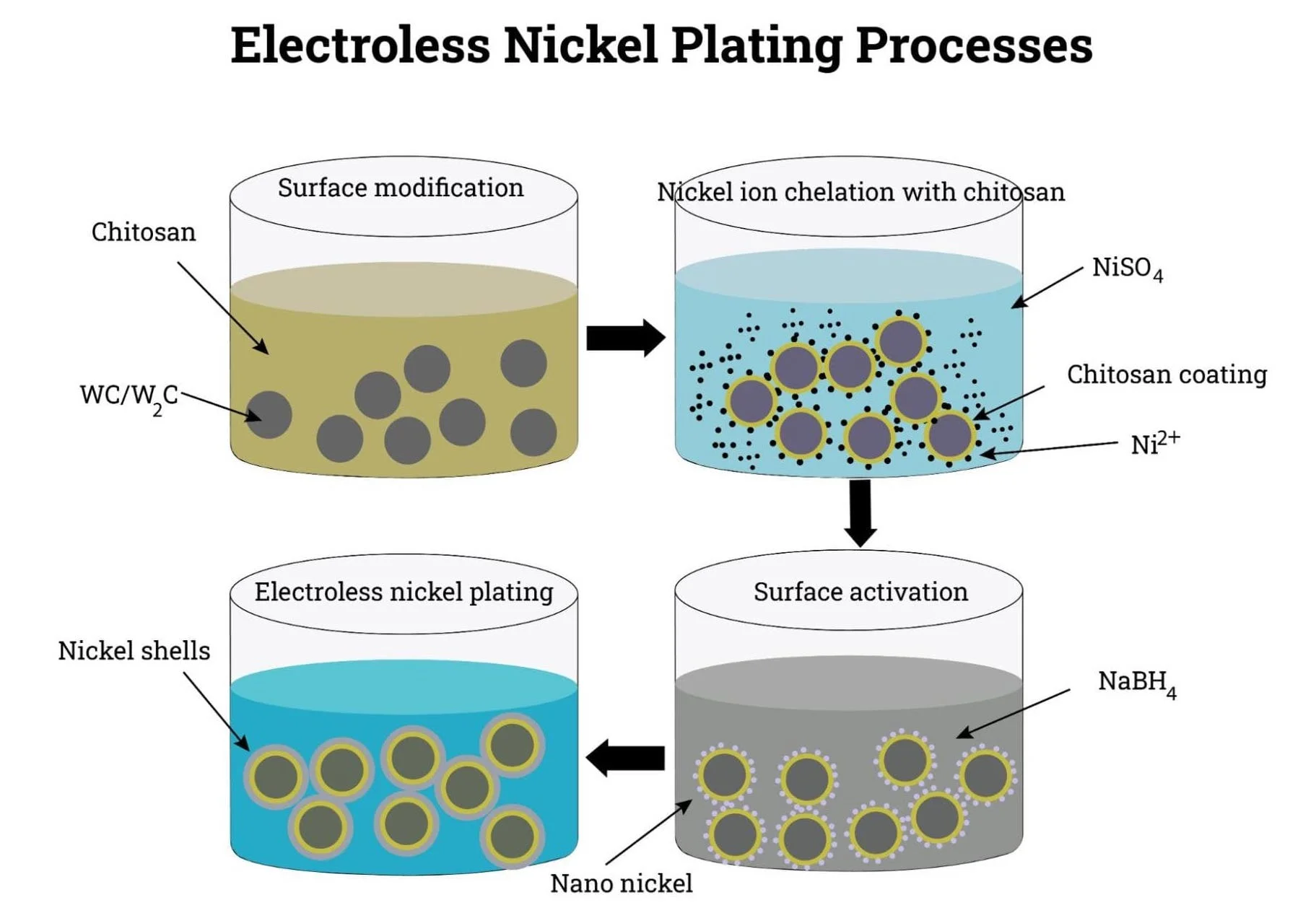
Step 2: Autocatalytic Deposition – The Heart of ENP
The plating bath facilitates a self-sustaining chemical reaction, depositing a uniform nickel-phosphorus (Ni-P) alloy without electricity. Key components include:
- Nickel Source (e.g., nickel sulfate or chloride) – Supplies nickel ions for deposition.
- Reducing Agent (commonly sodium hypophosphite) – Converts nickel ions into metallic nickel.
- Complexing Agents (e.g., lactic acid) – Stabilize nickel ions in solution for controlled plating.
- Buffers & Stabilizers – Maintain pH and prevent bath decomposition.

How It Works:
1. Once the first nickel layer forms, it acts as a catalyst, allowing the reaction to continue autocatalytically.
2. Phosphorus from the reducing agent co-deposits with nickel, forming a Ni-P alloy.
3. Phosphorus content (typically 2–13%) influences coating properties—higher phosphorus enhances corrosion resistance, while lower phosphorus increases hardness.
Step 3: Post-Plating Treatment – Enhancing Performance
After achieving the desired thickness, the plated parts undergo:
- Rinsing & Drying – Removes residual chemicals.
- Heat Treatment (Optional) – Improves hardness, adhesion, and reduces internal stresses for demanding applications.
This carefully controlled process ensures a high-performance coating with uniform thickness, excellent corrosion resistance, and superior wear properties—making ENP a preferred choice for precision components across industries.
Deposit Properties of Electroless Nickel Plating
The performance characteristics of electroless nickel (EN) coatings are primarily determined by two factors: phosphorus content and heat treatment. Understanding how these variables influence material properties is essential for selecting the optimal coating for specific applications.
Thermal Characteristics
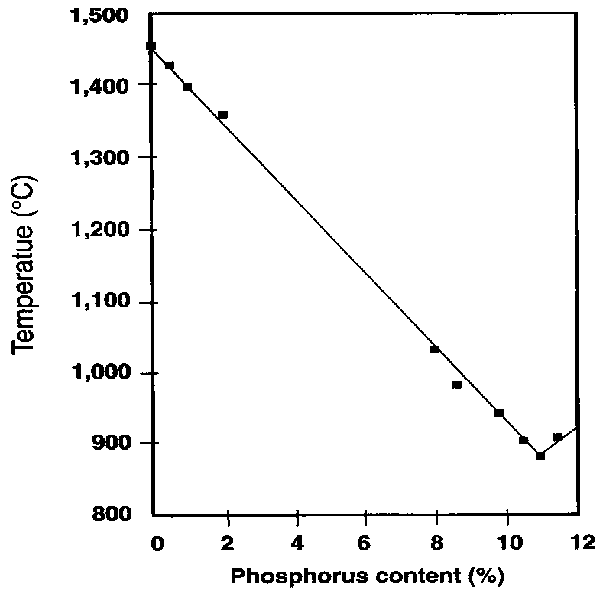
- Melting Point: The addition of phosphorus significantly reduces the melting point of nickel alloys. While pure nickel melts at 1455°C, an 11% phosphorus content lowers this to 880°C—the eutectic point of the Ni-P system. This limits EN's suitability for extreme high-temperature applications.
- Thermal Expansion (CTE): EN coatings exhibit CTE values ranging from 11.1 to 22.3 µm/m°C. Low-phosphorus formulations closely match pure nickel's expansion rate, while high-phosphorus variants demonstrate reduced thermal expansion. Matching CTE to the substrate material is critical to prevent coating failure under thermal cycling.
Electrical & Magnetic Behavior
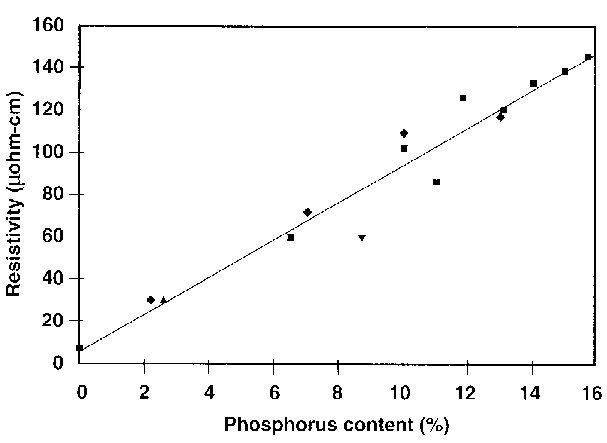
- Conductivity: Phosphorus disrupts nickel's crystalline structure, increasing resistivity. High-phosphorus coatings (50–200 µΩ·cm) strike a balance between conductivity and insulation, making them ideal for electronic contacts and heat exchangers. Heat treatment at 260–280°C further reduces resistivity through microstructural changes.
- Magnetism: Coatings exceeding 10.5% phosphorus are non-magnetic—a property exploited in memory disk manufacturing. While brief heat treatment at 260°C preserves this characteristic, prolonged exposure induces ferromagnetic nickel phosphide formation.
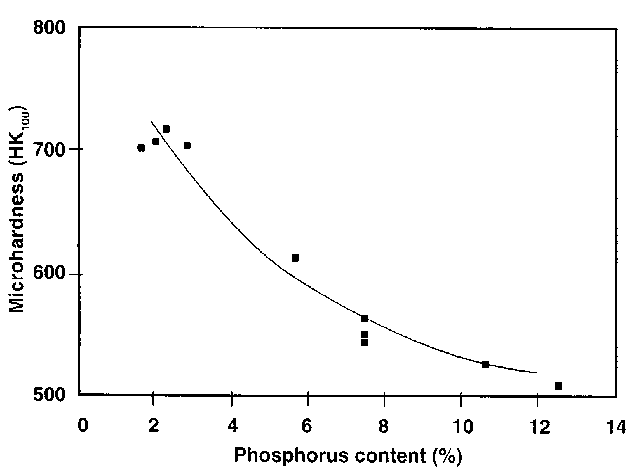
Mechanical Properties
- Hardness: As-deposited hardness inversely correlates with phosphorus content (500–720 HK100). All EN variants surpass electroplated nickel (150–400 HK100). Heat treatment boosts hardness to 850–950 HK100—comparable to chromium plating—though low-phosphorus types peak rapidly before softening, while high-phosphorus versions maintain stability.
- Wear Resistance: Low-phosphorus coatings outperform in both as-deposited and heat-treated states, nearing chromium's wear resistance. High-phosphorus types, despite heat treatment improvements, remain less wear-resistant due to their amorphous structure.
- Ductility: All EN coatings exhibit limited elongation (1–2.5%), with further reduction post-heat treatment. Phosphorus content has minimal influence on this characteristic.
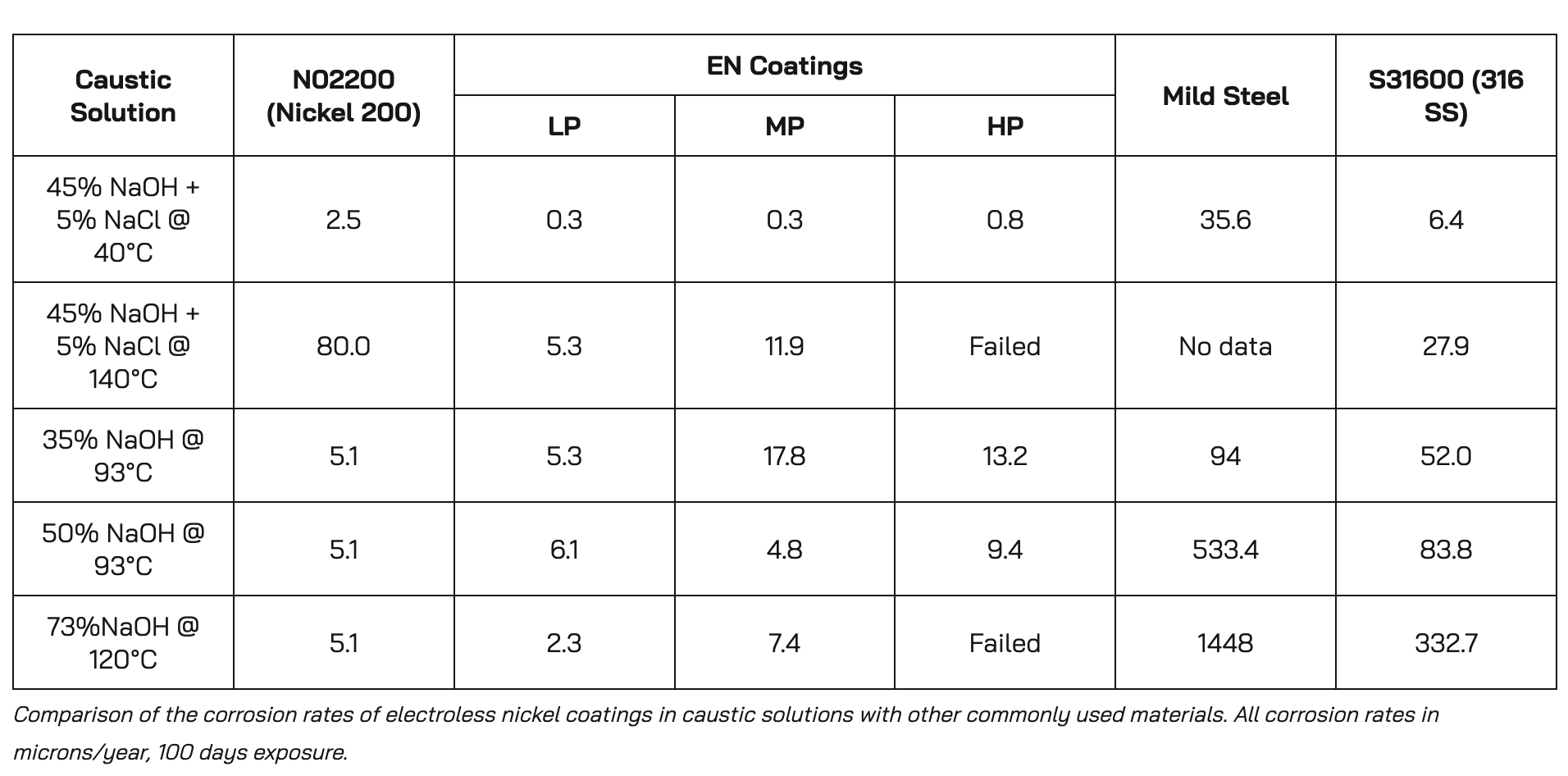
Corrosion Performance
EN coatings function as barrier protections, with performance dictated by:
- Phosphorus Content: High-phosphorus (>10% P) amorphous structures excel in acidic/neutral environments, while low-phosphorus variants better withstand alkaline conditions.
- Microstructure: Thicker, low-porosity coatings provide superior protection. Heat treatment can introduce microcracks in high-phosphorus coatings, compromising corrosion resistance.
Processing Considerations
- Internal Stress: Managed via bath chemistry and process controls. High-phosphorus coatings typically develop compressive stress, while medium-phosphorus versions tend toward tensile stress.
- Joining Characteristics:
- Solderability: Low-phosphorus coatings promote better solder adhesion due to smoother surfaces.
- Weldability: All EN coatings are unsuitable for welding—high temperatures induce oxidation and brittle phase formation, particularly in high-phosphorus variants.
This systematic analysis demonstrates how phosphorus content and heat treatment enable precise tuning of EN coatings for diverse industrial requirements, from corrosion protection in chemical processing to wear resistance in mechanical systems. Proper selection ensures optimal performance in each application scenario.
Applications of Electroless Nickel Plating
Electroless nickel plating serves as a superior surface treatment solution across diverse industries, particularly where conventional materials like stainless steel prove impractical or cost-prohibitive. This advanced plating technique transforms base materials such as aluminum alloys, carbon steel, and lower-grade stainless steels into high-performance components through its unique protective properties. Here's how various industries leverage this technology:
Food Processing Equipment
While not used on direct food-contact surfaces, EN plating protects critical machinery components that must withstand corrosive food byproducts and rigorous sanitation processes. Key applications include:
- Conveyor system rollers and guides
- Hydraulic components in processing lines
- Bearings and gears for meat/poultry equipment
- Brewery and bakery machinery parts
Oil & Gas Infrastructure
The extreme operating conditions in this sector demand robust protection against corrosion and wear. EN plating extends service life for:
- Downhole tools and valve components
- Pipeline fittings and connectors
- Pump housings and barrel assemblies
- Offshore platform equipment
Automotive Systems
Modern vehicles benefit from EN's precision coatings on:
- Fuel system components
- Transmission and brake elements
- Engine sensors and actuators
- Suspension system parts
Aerospace & Defense
Where failure is not an option, EN plating ensures reliability for:
- Hydraulic system components
- Turbine engine parts
- Satellite mechanisms
- Missile guidance systems
Chemical Processing
Aggressive media require superior barrier protection for:
- Reaction vessel internals
- Fluid handling systems
- Filtration assemblies
- Heat transfer equipment
Plastics & Textile Manufacturing
Production efficiency depends on durable tooling with:
- Injection mold cores and cavities
- Fiber extrusion dies
- Textile machinery guides
- Plastic film processing rolls
The technology's ability to provide uniform coverage on complex geometries, combined with its tunable phosphorus content, allows engineers to precisely match coating properties to each application's specific demands—whether prioritizing corrosion resistance, wear performance, or thermal stability. This versatility makes electroless nickel plating an indispensable solution across modern manufacturing sectors.
Order Parts with Electroless Nickel Plating
Electroless nickel plating stands out as a highly adaptable and reliable coating solution that brings protection, durability, and uniformity to a wide array of industrial applications. Its unique combination of corrosion resistance, wear protection, and consistent coating thickness on even the most complex surfaces positions it as an advanced alternative to traditional electroplating in certain applications.
If you’re unsure whether ENP is suitable for your custom part, contact with HL Parts to discuss your requirements. You can also read more about surface finishes.